機械裝配是機械設(shè)備制造過程中的關(guān)鍵環(huán)節(jié),其質(zhì)量直接決定了產(chǎn)品的性能、精度、壽命與可靠性。一個合格的機械裝配,遠(yuǎn)非簡單地將零件組合在一起,而是一個嚴(yán)謹(jǐn)、系統(tǒng)且充滿技術(shù)細(xì)節(jié)的過程。從單個機械零件到最終整機,每一個步驟都需嚴(yán)格遵守規(guī)范,方能確保裝配工作的成功。以下是基于機械零件特性的裝配核心注意事項。
一、 裝配前的準(zhǔn)備工作:細(xì)節(jié)決定成敗
- 零件的清潔與檢查: 裝配前必須對所有零件進行徹底清洗,去除油污、銹跡、毛刺和切屑。這是防止磨損、卡滯和污染的基礎(chǔ)。仔細(xì)檢查零件的尺寸、形狀、精度(如公差、形位公差)和表面質(zhì)量(如粗糙度、有無裂紋),確保所有零件均為合格品,杜絕“帶病上崗”。
- 技術(shù)文件的熟悉: 裝配人員必須充分理解裝配圖紙、工藝規(guī)程和技術(shù)要求,明確裝配順序、方法、使用的工具以及關(guān)鍵配合關(guān)系(如過盈配合、過渡配合、間隙配合)。
- 工具與環(huán)境的準(zhǔn)備: 根據(jù)裝配需求,準(zhǔn)備好合適的工具(如扳手、螺絲刀、專用工裝、量具等)和輔助材料(如潤滑劑、密封膠、防松膠等)。工作環(huán)境應(yīng)保持整潔、光線充足,精密裝配還需考慮溫度、濕度和潔凈度。
二、 裝配過程中的核心原則與技巧
- 遵循正確的裝配順序: 嚴(yán)格遵守“從內(nèi)到外、從下到上、先難后易、先精密后一般”的總體原則。避免因順序錯誤導(dǎo)致后續(xù)零件無法安裝或已裝零件受損。
- 重視連接與緊固質(zhì)量:
- 螺紋連接: 確保螺紋清潔,按規(guī)定扭矩使用扭矩扳手?jǐn)Q緊,重要部位需采用防松措施(如彈簧墊圈、雙螺母、螺紋鎖固膠)。切忌盲目用力,以防滑絲或斷裂。
- 鍵、銷連接: 裝配時應(yīng)對準(zhǔn)位置,輕輕敲入,避免暴力安裝造成零件變形或損傷。
- 過盈配合: 采用適當(dāng)?shù)墓に嚪椒ǎㄈ鐗貉b、熱裝、冷裝),并確保受力均勻,防止零件偏斜、拉傷或內(nèi)應(yīng)力過大。
- 保證運動部件的靈活性與精度:
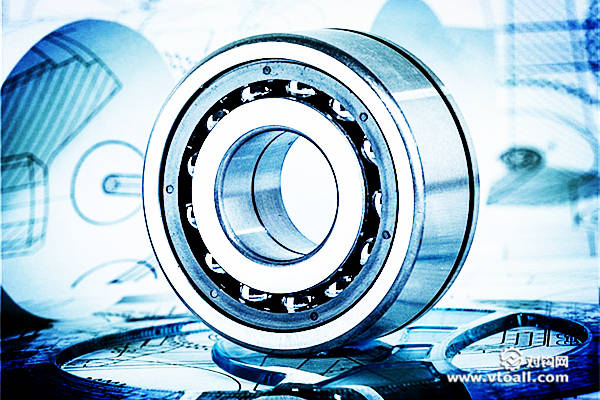
- 軸承裝配: 是裝配的難點。需分清類型(滾動軸承/滑動軸承),確保清潔,采用正確的安裝方法(如通過套筒均勻施力于配合套圈),并做好游隙調(diào)整和預(yù)緊。裝配后應(yīng)轉(zhuǎn)動靈活,無卡滯和異常噪音。
- 齒輪、蝸輪蝸桿裝配: 嚴(yán)格控制中心距和平行度/垂直度,保證正確的嚙合間隙和接觸斑點,必要時進行著色檢查。
- 做好密封與潤滑:
- 密封件(如O型圈、油封、墊片): 安裝前檢查其完好性,安裝時注意方向,防止扭曲、刮傷,并確保密封面平整清潔。
- 潤滑: 在運動副裝配時及時施加規(guī)定牌號和量的潤滑油/脂,形成初始潤滑膜,避免啟動時的干摩擦。
- 貫徹文明操作: 使用銅棒、軟質(zhì)錘頭或?qū)S霉ぞ哌M行敲擊,避免直接敲擊零件精加工表面。輕拿輕放,防止零件磕碰、劃傷和銹蝕。
三、 裝配后的檢驗與調(diào)試
- 靜態(tài)檢查: 檢查所有緊固件是否擰緊,安全裝置是否到位,有無漏裝或錯裝零件,外觀是否整潔。
- 動態(tài)調(diào)試與試運行: 在手動盤車確認(rèn)無干涉后,進行空載和負(fù)載試運行。檢查各運動部件運行是否平穩(wěn),有無異常振動、噪音、過熱和泄漏。測量關(guān)鍵參數(shù)(如轉(zhuǎn)速、溫升、噪聲、精度)是否符合要求。
- 最終整理: 試運行合格后,進行最終清理,補漆,做好必要的防護和標(biāo)識。
###
機械裝配是一項集技術(shù)、經(jīng)驗與責(zé)任心于一體的工作。它要求裝配人員不僅熟悉機械零件的特性與功能,更要以一絲不茍的態(tài)度,將每一個注意事項落到實處。從清潔第一顆螺絲開始,到聆聽設(shè)備平穩(wěn)運行的旋律結(jié)束,精益求精的裝配工藝是打造優(yōu)質(zhì)機械產(chǎn)品的根本保障。唯有如此,分散的零件才能被賦予生命,組合成一部高效、可靠、耐用的機器。